铝模板生产周期多长?如何控制铝模板生产质

一、铝模生产周期
前置工作:铝模厂全套深化图纸及配模图纸已完成,联合会审并审核签字确认。
工艺要求:优先使用面板边肋一体成型,减少焊接,焊接部位须在构件内部,平顺,采取应力消除措施。
周期: 铝模厂在签字确定施工图后正式开始进入生产周期,控制≤30天以内。
生产阶段关键动作表

二、铝模板成品验收
1、主抓重点:“十三图、五面“
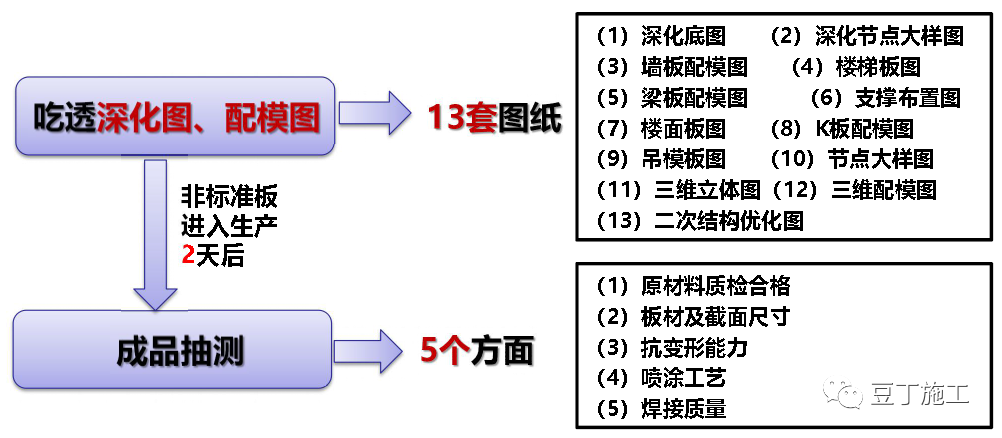
2、原材料质检
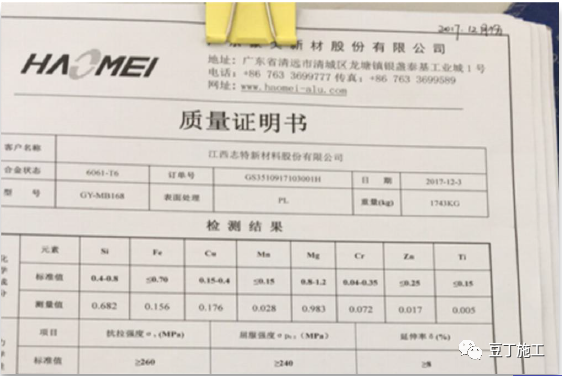
要求厂家出具原材质量检测合格证明书

材料的拉压强度、弹性模量等物理性能以及元素含量等化学性能是否满足国家规范要求。
成品验收方法:项目部、监理和总包技术总工到生产现场进行抽检验收,主要对楼板标准板、楼板非标准板、墙板标准板、墙板非标准板、楼面阴角模板、墙阴角模板各抽10块,点数合格率不得小于90%。
成品验收目的:成品验收制度目的:督促厂家按照节点计划完成模板的排产和预拼装。板材型号和质量能够满足后期施工的需求,提高精度和抗变形能力,保障施工的实测实量,避免板材回厂返修率高影响工期。
3、板材及截面尺寸


长度及宽度检查中间及两棱角部位,较短的宽度用游标卡尺测量,≤的宽度允许偏差(0,0.8)mm,>350的允许偏差(0,1.2)mm;长度方向≤,允许偏差(0,1)mm,>2100的允许偏差(0,1.5)mm。


检查对角线差和方正性,长度≤的板对角线差允许偏差(0,1)mm,>的允许偏差(0,1.5)mm。
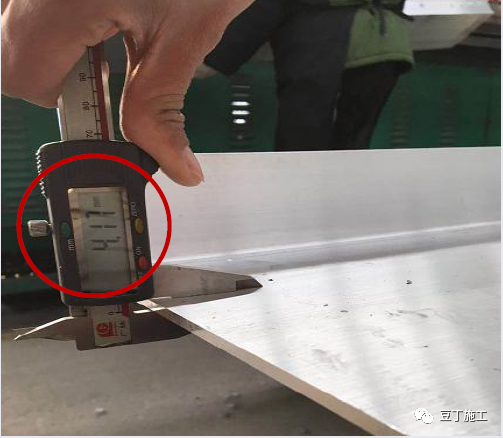

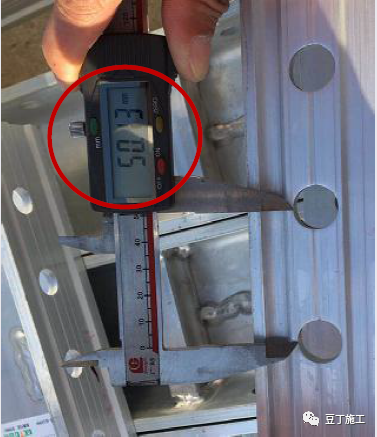
检查面板厚度及边框、端肋的高度,要求板厚≥4mm,允许偏差-0.15mm;边框及断肋高度要求≥65mm,允许偏差±0.4mm。


检查销钉孔的孔中心与板面距离、相邻孔中心距、孔直径。要求孔中心与板面距离40mm,允许偏差±0.3mm,相邻孔中心距50mm,允许偏差±0.3mm;孔直径≤16.5mm的,允许偏差0mm,直径>16.5mm的,允许偏差+0.25mm。


检查边框与端肋的垂直度、连接阴角模的垂直度,要求边框与端肋的垂直度允许偏差-0.4°;阴角模的垂直度允许偏差-0.3°。


检查板面的平整度,任意方向最大缝隙允许偏差不得超过1mm。


检查板材的硬度,任意测点硬度指数须>15。
4、焊接及表面处理工艺


检查焊接质量,焊缝高度、平整度,有无缺陷,是否有应力消除措施。表面处理工艺利于拆模、不粘灰即可,不可过于光滑,不利于后期装修施工。
三、铝模板预拼装验收
1、预拼装验收四检查
预拼装验收销项清单:总包单位联合项目部、监理、区域技术部,结合设计图、深化图、加固图、配模图到厂家按《 预拼装验收销项清单》进行模板预拼装验收,对清单中各项进行逐一销项。
预拼装验收制度目的:杜绝返厂、减少返工。
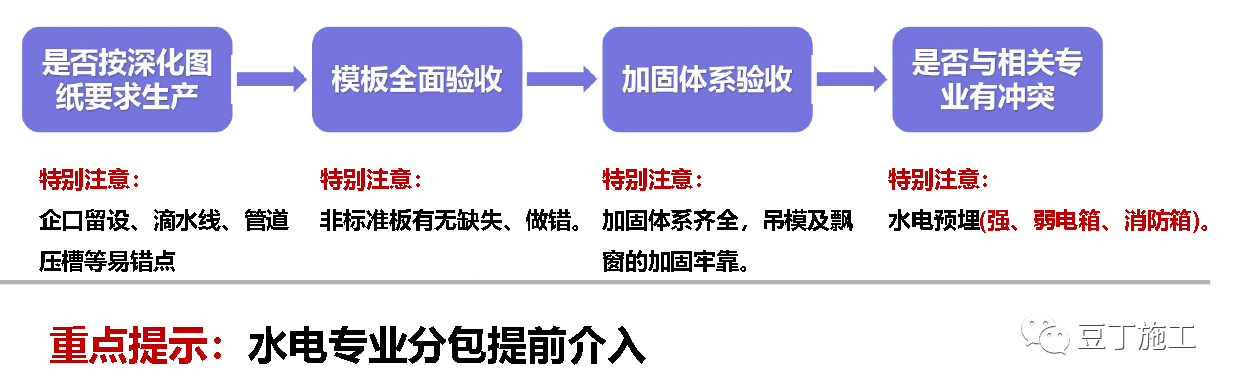
2、验收按图生产
验收铝模有没有按深化底图生产、加工错误和漏做

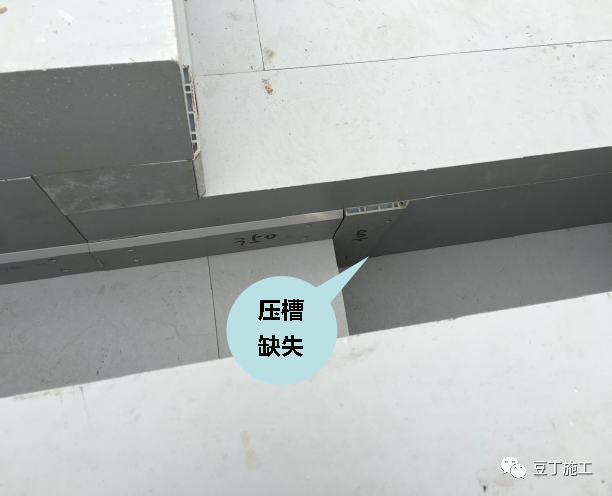
验收滴水线、压槽等是否符合要求
3、模板全面验收

非标准板漏做、缺失

非标准板做错,无法施工
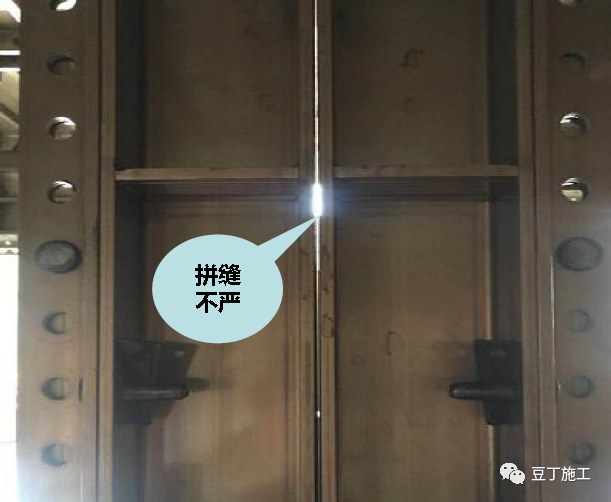
墙端小板拼接、拼缝过大
墙板没有一板到顶
5、加固体系验收

加固体系要求“内四外五”

斜撑必须撑在竖向钢背楞上

飘窗盖板设置横向钢背楞,对拉螺栓间距@800

吊模加固没有EA角铝拉结,易偏移

加固体系未验收、拼装困难

阴阳角钢背楞一体化
6、水电等专业提前介入

水电施工人员提前进行水电定位复核、定位标记

加强深化设计时水电的精确定位,水电压槽固定。
四、铝模板编码打包方法
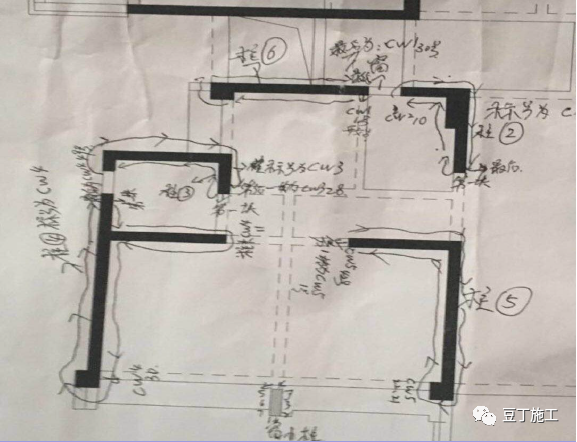
1、根据户型图绘制铝模平面分区图
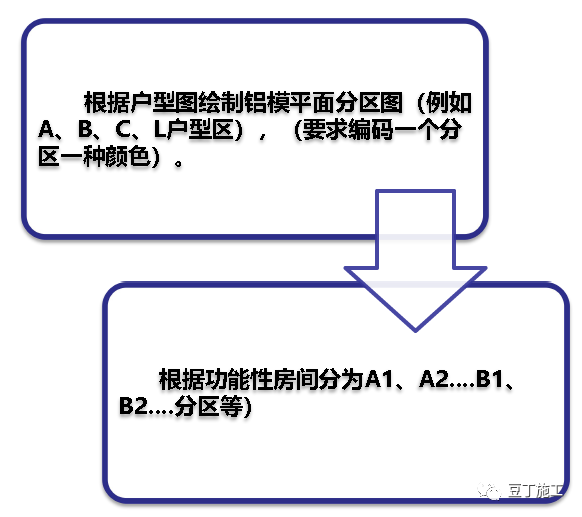
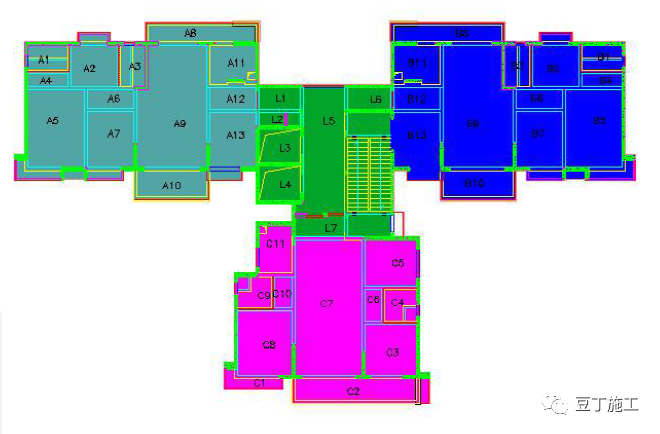
铝模平面分区图
2、根据分区结合构件类型绘制分区构件平面分布图,将相应的编码标记在构件分布图上面。

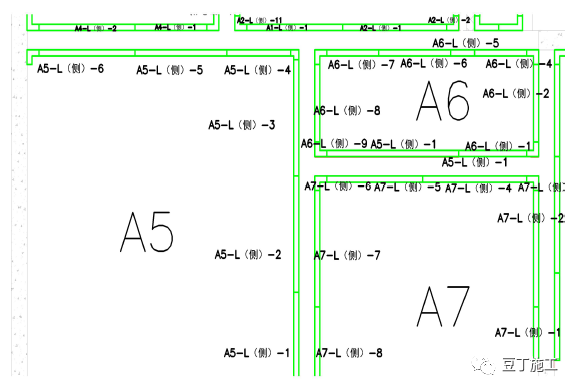
梁侧板分布图
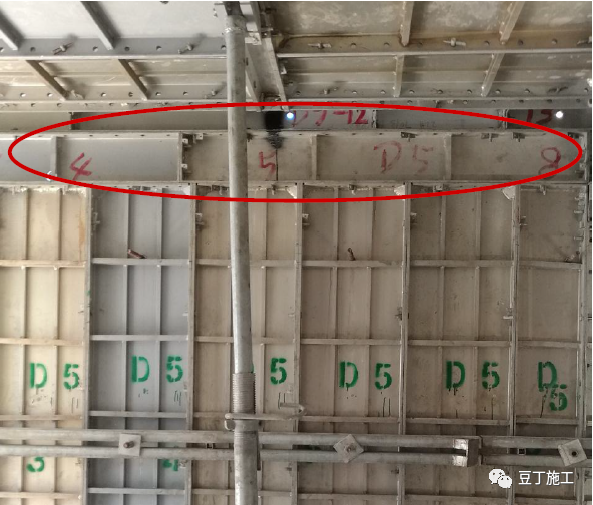
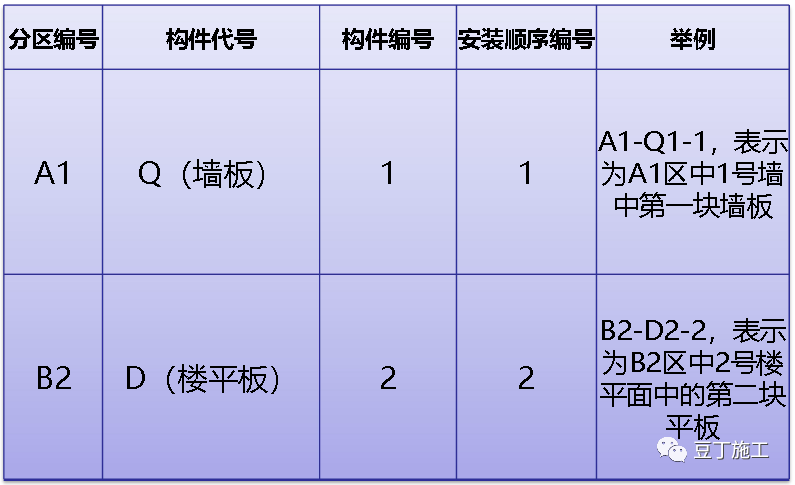
3、分区编号-构件类型-构件安装顺序编号1、2、3.....
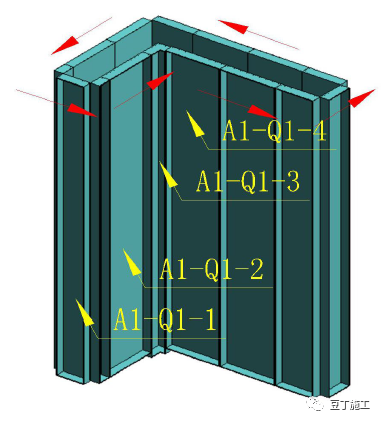
安装顺序流向图
4、拆模及打包前的抄码工作

铝模预拼装拆除前组织现场管理人员及劳务工人到场对预拼装好的铝模对照构件分布图进行对码。
施工人员在平面图上标记每个构件第一块板的位置并记录好构件的序号方向,标记重点构件。
拆模原则:从上往下拆、边拆边打包。
打包原则:“分户型分区域分构件”。
(1)禁止按板材型号包装,必须按分区打包;
(2)单构件包装,禁止混合包装;
(3)禁止上下飘窗一起打包;
(4)每件包装对应分区编码;
(5)安排项目人员旁站打包;
(6)编制材料清单,到现场后总包方签字确认验收。
备注:以上要求招标时写进铝模合同,要求厂家必须执行。

目的:1)模板编码便于施工班组安装,结合模板编码和图纸编码“按图施工”。
2)打包方法便于现场定点吊装,拆一包,装一包。
3)便于管理方检查安装顺序和模板位置,确保模板安装位置正确。